
There is a feedback form at the bottom of this page. Please must fill it out.
इस पृष्ठ के नीचे एक फीडबैक फॉर्म है। कृपया इसे अवश्य भरें।
इस पृष्ठ के नीचे एक फीडबैक फॉर्म है। कृपया इसे अवश्य भरें।
PLASTICS RECYCLING AND WASTE MANAGEMENT
UNIT – I
Plastics Wastes and its Separation
Introduction- Waste is now a global problem, and one that must be addressed in order to solve the world's resource and energy challenges. Plastics are made from limited resources such as petroleum, and huge advances are being made in the development of technologies to recycle plastic waste among other resources. Mechanical recycling methods to make plastic products and feed stock recycling methods that use plastic as a raw material in the chemical industry have been widely adopted, and awareness has also grown recently of the importance of Thermal recycling as a means of using plastics as an energy source to conserve petroleum resources.
Source of Plastic waste - Collection of Plastics waste-
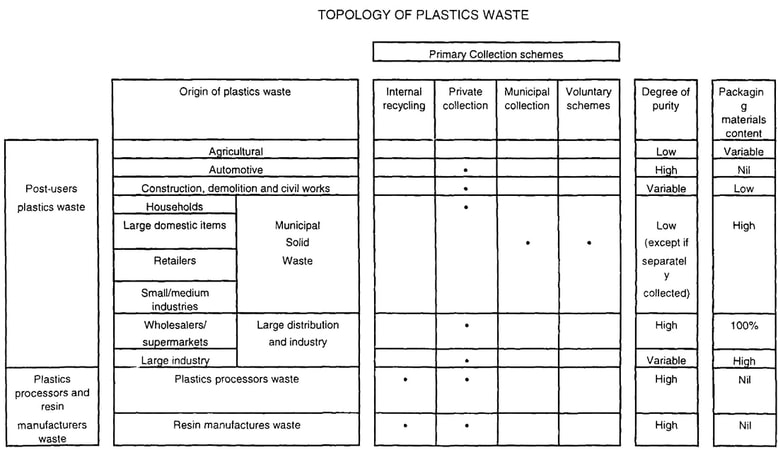
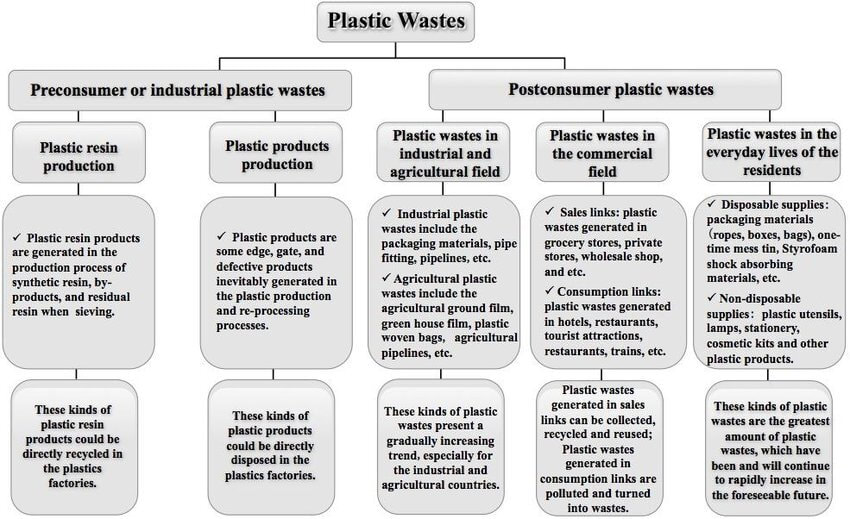
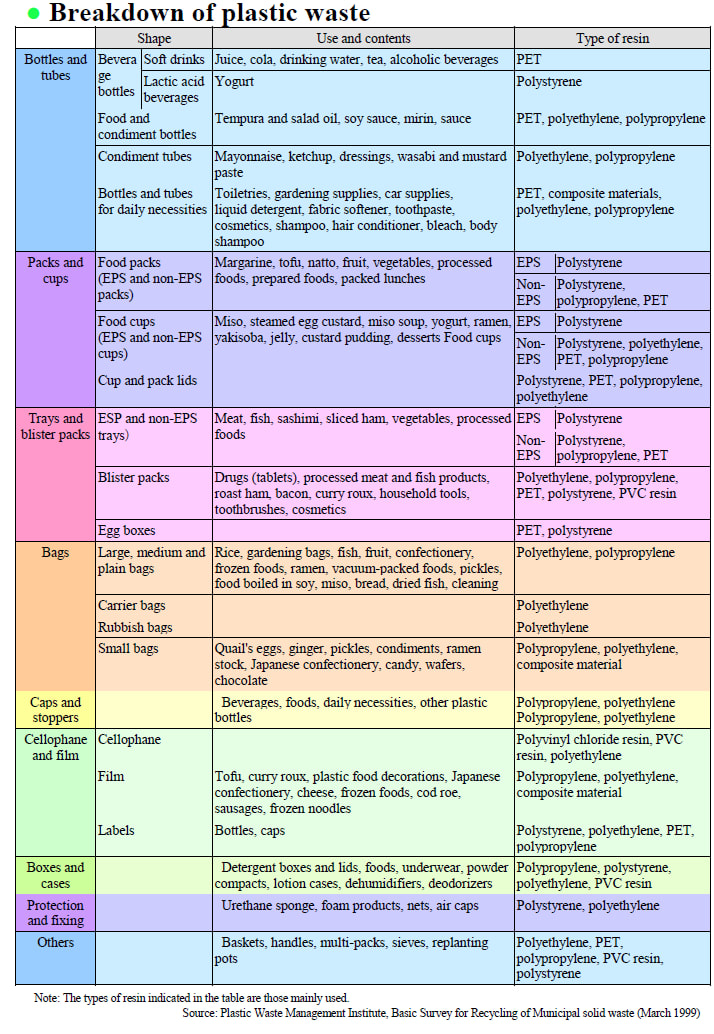
In order to look at the best methods of collection for used plastics, this table Figure III.1 classifies the broad origins and examines degree of purity of the waste obtained. This analysis concludes that Municipal Solid Waste (MSW) provides a large proportion of used plastics. To facilitate recycling, a separation prior the collect is recommended for MSW.
Source of Plastic waste - Collection of Plastics waste-
In order to look at the best methods of collection for used plastics, this table Figure III.1 classifies the broad origins and examines degree of purity of the waste obtained. This analysis concludes that Municipal Solid Waste (MSW) provides a large proportion of used plastics. To facilitate recycling, a separation prior the collect is recommended for MSW.
- Plastics waste from the agriculture sector- Agriculture primarily uses PE, PP and PVC plastics. The plastic materials used in agriculture generally have a short to medium life-span. Examples: of short-lived: covering greenhouses and fertilizer sacks, of medium -lived: irrigation pipes, drums, tanks the waste is estimated at 60% of the consumption.
- Plastics waste from the automotive sector- Currently, 15% to 20% of an automobile is made of non-metallic materials (glass, rubber, plastics, etc.). It was estimated that about 30% of the consumption are discarded as waste. Plastics Waste Management Global Issues & Strategies.
- Plastics waste from the construction sector- The construction industry uses mainly PE and PVC plastics. The construction sector typically uses plastics in applications for much longer than any other major industry sector, making it difficult to estimate the waste generated based on consumption. Construction industry sources have established 10% of current consumption as a reasonable estimate of generated waste.
- Plastics waste from the large industry and distribution sectors- This sector is the second after the MSW to produce large amount of plastics wastes. It includes bags, drums, containers, packaging film and etc. It was estimated that 90% of the consumed plastics are discarded.
- Transformation industry- This plastic wastes are generated during the plastic processing. Plastic wastes consist of, runners, distorted and incomplete formed products, surpluses, products rejected during quality control and material arising during the starting-up or the shutting-down of the plant. Even smaller firms can no longer afford to waste these raw materials. Waste is carefully segregated at the source, according to its nature, colour, and additives. Contamination by dust, oil or burned (i.e. thermally decomposed) material is avoided. In general, the plastic wastes is ground and recycled, either directly in the same or a similar production, or in a less critical application.
- Manufacturers- Plastics waste generated by polymer manufacturers consists of:-
- Production wastes, such as the deposits formed on the walls of a polymerization vessel or the driers, or smudges separated from process waters
- off grade products
- extrusion purging and lumps
- floor sweepings
- Wastes arising during quality control and laboratory testing.
- Plastics in Municipal solid waste.- The most important potential source of plastics waste is to be found in consumer wastes, arising in trade and industry and in private households. Municipal refuse in industrialized countries typically contains about? wt. % of plastics, mainly packaging materials, consisting of various grades of PE, PP, PVC, PS, PET. Engineering plastics may occur under the form of kitchen utensils and in various parts and mechanisms.
Collection and sorting of plastic wastes- The collection and sorting of plastic wastes are typically the first two steps involved in post-user plastic waste recycling. The plastics may be sorted (from non-plastics) before being collected, or they may be separated from a mixed waste stream (sorted after collection). Sorting before collection appears to be the more successful method to date. The plastics are kept separate from non-plastic wastes by the end user (who generates the plastics waste). The user can then bring the plastics tp a central collection point where the plastics are collected and kept separate. The advantages of these methods over sorting after collection are that the plastics are usually cleaner and the labor-intensive process of separating plastic wastes from a mixed stream of MSW is avoided since the required manpower to separate the wastes is supplied by the waste generators themselves. These methods therefore are dependent upon household participation (e.i. in Belgium, France, Germany, etc.). Throughout all developing countries, scavenging of solid waste is widely practiced as a means of making a living. The total number of persons who are dependent on income derived from scavenging is estimated several million of people. These scavengers form the basis of a highly effective and productive recycling system. In some Asian Country, the plastic recovery is more that 40% (mechanical recycling)
Sorting and segregation methods viz. simple identification techniques - Generally all plastics are polymeric organic materials. These are of different types differing considerably in their chemical nature / structure and properties. It is based on their chemical structure and properties, the selection of a particular type of plastics material for a defined use are determined. Thus analysis of a plastic material or identification with respect to the type or class it belongs to, is of great importance.
Each and every material is manufactured from different chemical composition so their physical, chemical, optical, muting behavior etc. and other properties widely vary from each other. Melting, flaming, stability, characteristics of one material various widely from other. Further materials are manufactured by various processes. Certain materials are processed by particular method etc. Based on these characteristics difference material two approaches are applied for identification of material i.e by simple method which is quick impressive. If requires simple tool and little knowledge of plastic material. Here the various simple techniques have been discussed.
Sorting and segregation methods viz. simple identification techniques - Generally all plastics are polymeric organic materials. These are of different types differing considerably in their chemical nature / structure and properties. It is based on their chemical structure and properties, the selection of a particular type of plastics material for a defined use are determined. Thus analysis of a plastic material or identification with respect to the type or class it belongs to, is of great importance.
Each and every material is manufactured from different chemical composition so their physical, chemical, optical, muting behavior etc. and other properties widely vary from each other. Melting, flaming, stability, characteristics of one material various widely from other. Further materials are manufactured by various processes. Certain materials are processed by particular method etc. Based on these characteristics difference material two approaches are applied for identification of material i.e by simple method which is quick impressive. If requires simple tool and little knowledge of plastic material. Here the various simple techniques have been discussed.
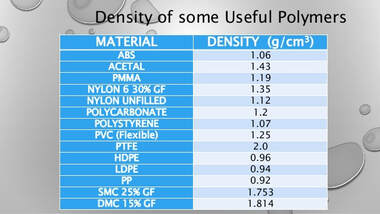
Density Separation - A simple test for differentiating between different types of plastics can be carried out by placing specimens in water. Some will sink and some will float depending on their specific gravity as shown above in simple identification technique.
A further simple test can now be carried out on those that sank in water. Dissolve 70 of ‘hypo’ z (Sodium-thio-sulfate) in 60 ml of water. Place the specimen in the solution. Those with the higher specific gravitates will now sink as shown in simple identification technique. Accurate specific gravity results can be obtained by the standard method of relating weight of the material to weight of water displaced.
A further simple test can now be carried out on those that sank in water. Dissolve 70 of ‘hypo’ z (Sodium-thio-sulfate) in 60 ml of water. Place the specimen in the solution. Those with the higher specific gravitates will now sink as shown in simple identification technique. Accurate specific gravity results can be obtained by the standard method of relating weight of the material to weight of water displaced.
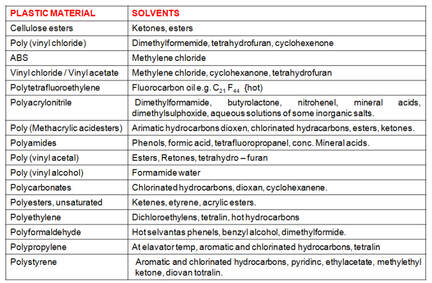
Solvent Separation - Solubility tests form a basis of some older identification schemes for main types of plastic materials. However , in many cases solubility varies considerably for different samples of the same resin and it is difficult to interpret the results Solubility of plastics may vary according to the grade or to the whether or not other constituents are present in the sample. The data (in image) refer in principle to pure polymers, although even those polymers may exhibit differences in solubility. The solubility test should be carried out directly in a test tube. To about 100 mg of a powdered sample add 10 ml of solvent, mix, occasionally shake the contents of the test tube and observe for a few hours swelling may occur before complete dissolution of the polymer.
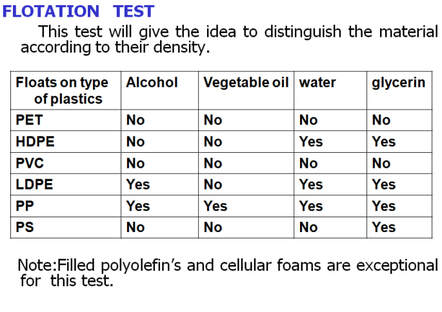
Flotation technique- Flotation, also called float-sink separation, is a straightforward density-based separation technique. It is the dominant method for the sorting of shredded flakes, usually with water as a flotation agent (Wang et al. 2015). In this relatively cheap
sorting step, polymers with densities below 1g/cm3 (unfilled PP and PE) will float and
all other common polymers (PS,PET,PVC,ABS,…) will sink.
Flotation could (and is) equally be performed with denser media than water, to further separate the sink fraction. However, many polymers in PC waste have a ‘density range’ rather than a single density value and these ranges often overlap, thus making it impossible to completely separate these polymers effectively into mono-streams.
sorting step, polymers with densities below 1g/cm3 (unfilled PP and PE) will float and
all other common polymers (PS,PET,PVC,ABS,…) will sink.
Flotation could (and is) equally be performed with denser media than water, to further separate the sink fraction. However, many polymers in PC waste have a ‘density range’ rather than a single density value and these ranges often overlap, thus making it impossible to completely separate these polymers effectively into mono-streams.
Air classification - As the raw mixture usually includes various kinds of waste plastics, this makes the separation an important process that should be carried out prior to recycling. However, separation of mixed plastics encounters many problems (due to the characteristics of plastics) and represents one of the most problematic processes in the management system of plastic waste.
For example, it is difficult to distinguish shredded bottles of polyvinyl chloride (PVC) from shredded PET bottles. Despite that, the separation of PVC from PET should always be carried out in advance, as even a small concentration of PVC in a melt of PET can substantially decrease the quality of the whole batch.
For example, it is difficult to distinguish shredded bottles of polyvinyl chloride (PVC) from shredded PET bottles. Despite that, the separation of PVC from PET should always be carried out in advance, as even a small concentration of PVC in a melt of PET can substantially decrease the quality of the whole batch.
Melt filtration - During re-granulation or subsequent reprocessing of the recycled materials, melt filtration is a useful technique to remove non-melting contamination from the melt, as these would inevitably reduce the quality and properties of the extruded. Typical removed fractions include wood, paper, aged rubber particles and higher-melting polymers (e.g. PET in PP processed at 220°C). Melt filters come in different mesh sizes. A smaller mesh size takes out more contamination; it is more complex in production but will also lead to improved process stability and polymer quality. There are three basic reasons why you may need melt filtration:
Equipment based sorting techniques - Equipment based sorting techniques that are used (or developed) for the separating of mixed polymers include:
- Product quality specifications mandate visual or mechanical properties that cannot be maintained without filtration.
- Downstream equipment may become damaged by contaminants in the melt.
- Additional melt pressure is needed to improve melt quality.
Equipment based sorting techniques - Equipment based sorting techniques that are used (or developed) for the separating of mixed polymers include:
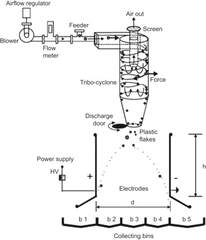
- Tribo-electric (electrostatic) separation
- Froth flotation
- Magnetic density separation (MDS)
- X-ray detection
UNIT – II
Plastics Waste Management Techniques
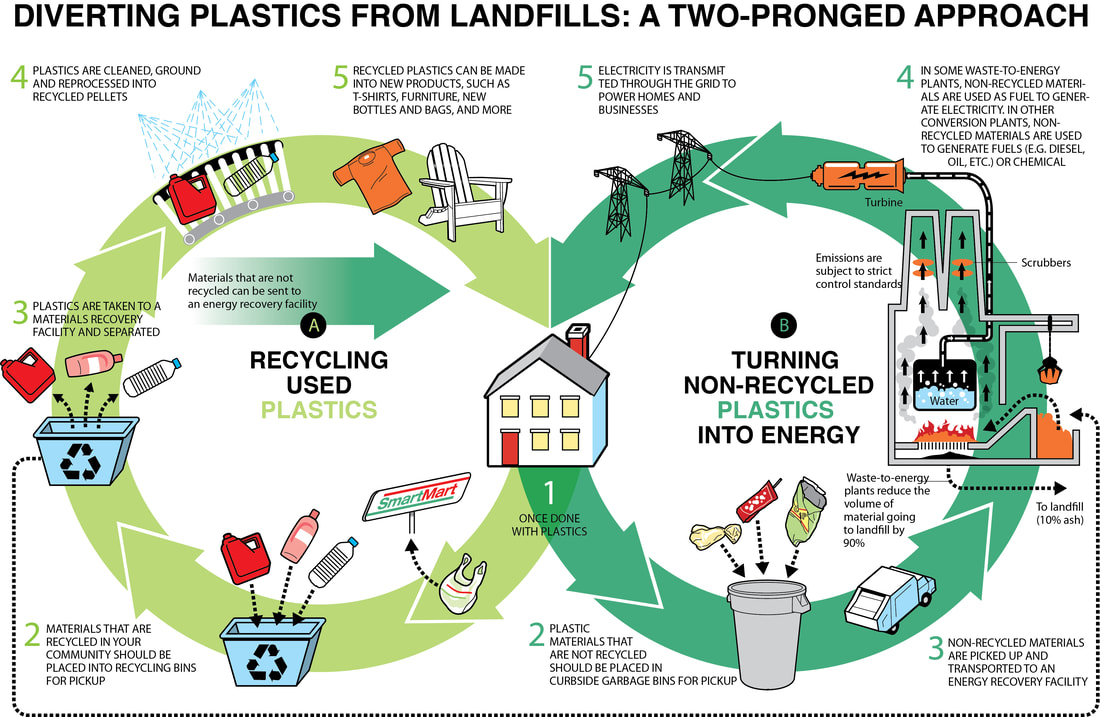
Plastics Recycling - Plastic recycling is the process of recovering different types of plastic material in order to reprocess them into varied other products, unlike their original form. An item made out of plastic is recycled into a different product, which usually cannot be recycled again.Stages in Plastic RecyclingBefore any plastic waste is recycled, it needs to go through five different stages so that it can be further used for making various types of products.
4 R & I approach -
4 R concept - Reduce,Reuse,Recycle,Recovery
(1) Reduction
- Sorting: It is necessary that every plastic item is separated according to its make and type so that it can be processed accordingly in the shredding machine.
- Washing: Once the sorting has been done, the plastic waste needs to be washed properly to remove impurities such as labels and adhesives. This enhances the quality of the finished product.
- Shredding: After washing, the plastic waste is loaded into different conveyer belts that run the waste through the different shredders. These shredders tear up the plastic into small pellets, preparing them for recycling into other products.
- Identification and Classification of Plastic: After shredding, a proper testing of the plastic pellets is conducted in order to ascertain their quality and class.
- Extruding: This involves melting the shredded plastic so that it can be extruded into pellets, which are then used for making different types of plastic products.
4 R & I approach -
4 R concept - Reduce,Reuse,Recycle,Recovery
(1) Reduction
- Minimizing the consumption of raw material true improvement in the design the products may allow a significant reduction in the design of products and in the amount of waste generated when the reached through end of the life cycle.
- Decreasing in the weight food container cab be seen in the last 20 years but there is a limit to the which can be made by weight reduction in the mechanical properties and performance of the products are also affected by the decrease.
- This is mainly applied to packaging goods been defined as any operation by which the packaging items are refilled or used for the same purpose for which they were made with or without the support of auxiliary products.
- Consumer and industries encourage to promote the reuse of Goods and packaging instead of disposal.
- This option can be applied for container such as bottles,bags,etc.
- This allows the waste to be reintroduced into the consumption cycle Generally and secondary applications because in many cases the recycle products of lower quality then the virgin ones. The recycling must be applied only when the amount of energy consumed in the recycling process is lower than the energy required for the production of new materials. plastics can be recycled by using two different approaches Mechanical Recycling, Feed-stock recycling.
- In the first case plastics are recycled as polymers whereas in the second case Plastic waste are transformed into Chemical or fuels.
- When the recycling of waste is not feasible or there is no market for the recycle product incernation can be used to generate energy from the waste combustion heat.
- Plastics materials of high calorific value in the Plastic waste greatly contribute to the energy produce in the incarnation plant.
- Alternatively they can be used as fuel in number of applications like power plants, Industrial furnaces and cement industries.

Incineration - Incineration is the next most common method of disposal for municipal wastes. In Japan and Switzerland more than 75% of municipal waste is incinerated. In many instances energy can be recovered from waste incineration; this practice has a number of benefits which enable to save energy resources, to reduce emissions of carbon dioxide, and to reduce demand for landfill space. Regarded by some as a legitimate and important contributor to the recycling of plastic waste, the incineration and waste to energy solution is fiercely resisted by others who point out problems of toxic emissions and oppose the building of ~incineration. Throughout Asian countries, the majority of MSW which is land filled and some countries such as South Korea use the incineration with energy recovery. Incineration is a unit process that uses thermal decomposition to convert a solid waste to a less bulky' toxic or noxious material. Incineration offers the benefits of reducing waste volume, completely eliminating harmful bacterial and viral constituents, destroying many toxic organic compounds and allowing waste heat recovery. Incineration has been a traditional disposal and volume reduction concept used to conserve sanitary landfill space in areas where suitable landfill capacity is not available within an economical hauling distance. Incineration reduces the weight and volume of solid waste while producing a residue which can be used as a fill material. Solid waste incinerators can be design with or without energy recovery. Where revenue can be generated by selling or utilizing energy, the income can be used to cover some of the operating costs of incineration. Solid waste incineration is used in USA, Europe and Japan since many years and the steam produced by burning solid waste can be recuperated. It can be used for industrial processes, or can be utilized in a turbine generator to produce electricity. Incineration is capable to reduce the weight of refuse by 80% and the volume by over 90%. The residue from the refuse is inert and may be disposed off in landfill. Incineration can be performed and operated with safety conditions. The key is a high temperature combustion, proper controls, and trained, experienced operators. Today's modern incinerators operate with drastically reduced emission levels below those associated with risks to humans and the environment. The incineration has turned to energy recovery.
Types of Recycling - There are three types of recycling, known as primary, secondary and tertiary. Primary recycling means that the recyclable material/product is recovered and reused without being changed in any way and usually for the very same purpose. Secondary recycling means that the material/product is reused in some other way without reprocessing, while tertiary recycling refers to a process that involves chemical altering of the material/product in order to make it reusable.
Primary Recycling- Primary recycling originally was defined as applications producing the same or similar products. The most popular process is represented by the primary recycling due to their simplicity and low cost. This process refers to the reuse of products in their original structure. The disadvantage of this process is represented by the existence of a limit on the number of cycles for each material.
Secondary Recycling or Mechanical Recycling - Secondary recycling or Mechanical recycling, or recycling into materials refers to recovery and processing of used plastics for use in new applications. Sometimes recycling is not desirable or possible because:
Primary Recycling- Primary recycling originally was defined as applications producing the same or similar products. The most popular process is represented by the primary recycling due to their simplicity and low cost. This process refers to the reuse of products in their original structure. The disadvantage of this process is represented by the existence of a limit on the number of cycles for each material.
Secondary Recycling or Mechanical Recycling - Secondary recycling or Mechanical recycling, or recycling into materials refers to recovery and processing of used plastics for use in new applications. Sometimes recycling is not desirable or possible because:
- The material is grossly polluted or burnt, or has taken up moisture from the air;
- The material is composite, e.g. multi-layered film, insulated of electric cable, coated textile and various floorings;
- The production method does not incorporate a step, in which the wastes can be melted. Its occurs in the thermoforming of PVC-sheet, the rotation molding of plastic powders and in the conversion of plastic semi-products to a final product by operations such as welding, gluing, cutting, drilling, etc.
- The dimensional specifications are too strict. Milled plastic scrap has not the same bulk density and flow properties as virgin material. The addition of scrap may alter the metering of plastics by the screw, hence also the temperature and viscosity of the melt and ultimately the degree of filling and pressure in the mould. For this reason the scrap is often being regenerated or, at least, added in a fixed proportion to virgin material.
- The raw materials cost in some cases is only of secondary importance (electronic industry).

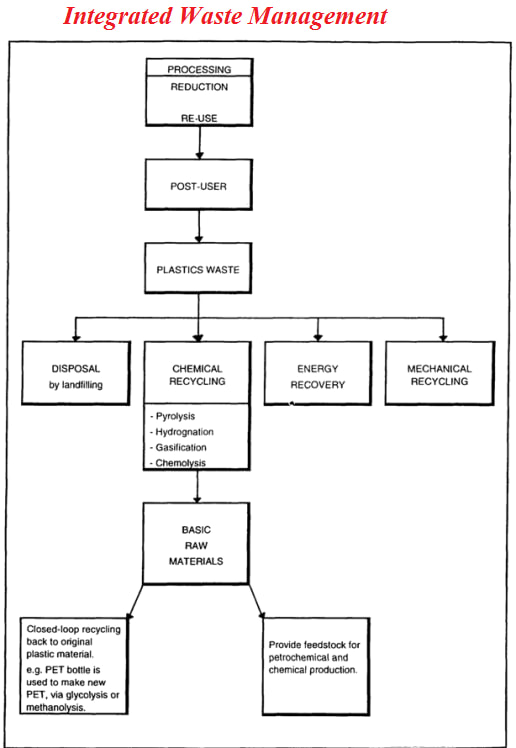
Tertiary or Chemical recycling - Chemical recycling involves either the de-polymerization of long-chain plastic molecules into their original monomer molecules or the breakdown of the polymer and monomer constituents into useful industrial chemicals. There are a range of chemical recycling technologies currently being explored:
The chemical reactions used for decomposition of polymers into monomers are:
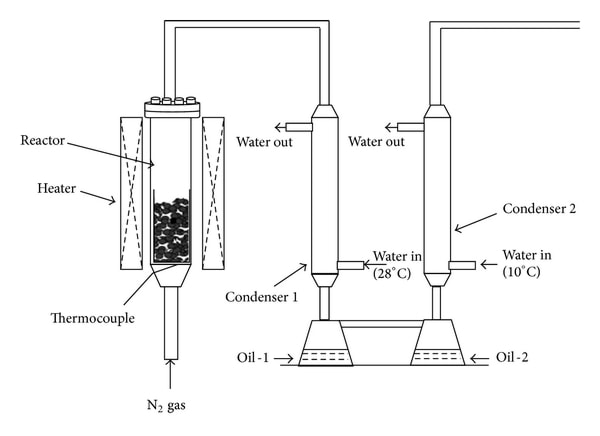
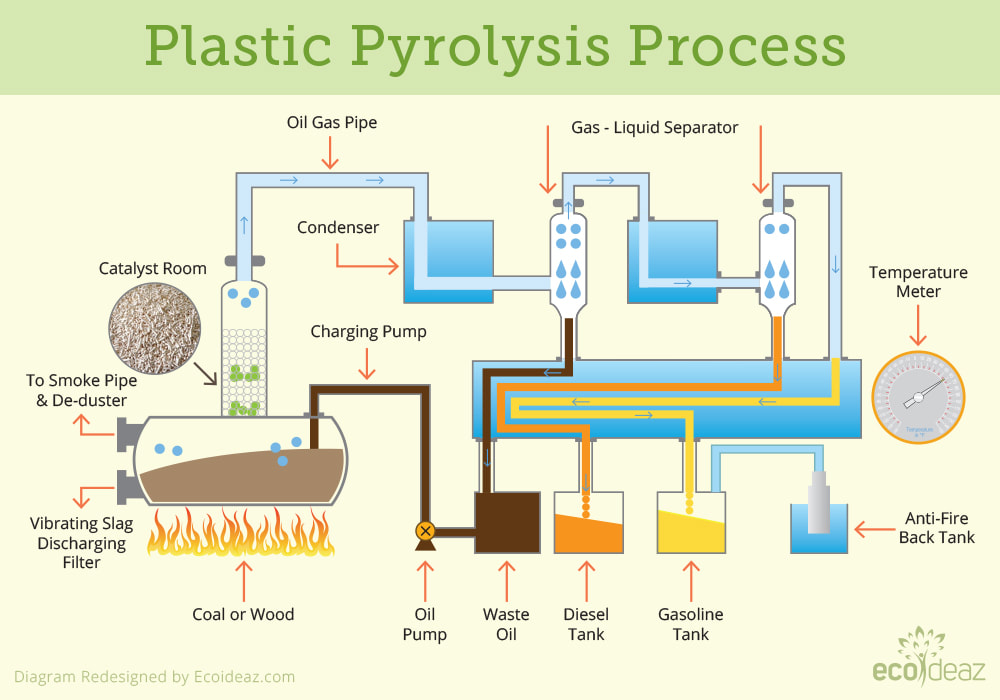
Pyrolysis: Breakdown of the molecules by heating in vacuum. These processes lead to gaseous or liquid hydrocarbons which can be further processed in refineries.
Hydrogenation: By treating plastics with hydrogen and heat the polymer chains are cracked down to a valuable hydrocarbon oil which can again be used in refineries and chemical plants.
Gasification: Plastics are heated with air or oxygen. The resulting synthesis gas, consisting of carbon monoxide and hydrogen, can be used for the production of methanol or ammonia or even as a reducing agent for steel production in blast furnaces.
Chemolysis: By applying solvolytic processes- such as hydrolysis, alcoholysis or gllycolysis - polyesters, polyurethane and polyamides can be recycled back to their basic monomers for re-polymerization into the original plastics.
The chemical reactions used for decomposition of polymers into monomers are:
- Hydrogenation
- Glycolysis
- Gasification
- Hydrolysis
- Pyrolysis
- Methanolysis
- Chemical depolymerization
- Thermal cracking
- Catalytic cracking and reforming
- Photodegradation
- Ultrasound degradation
- Degradation in microwave reactor.
Pyrolysis: Breakdown of the molecules by heating in vacuum. These processes lead to gaseous or liquid hydrocarbons which can be further processed in refineries.
Hydrogenation: By treating plastics with hydrogen and heat the polymer chains are cracked down to a valuable hydrocarbon oil which can again be used in refineries and chemical plants.
Gasification: Plastics are heated with air or oxygen. The resulting synthesis gas, consisting of carbon monoxide and hydrogen, can be used for the production of methanol or ammonia or even as a reducing agent for steel production in blast furnaces.
Chemolysis: By applying solvolytic processes- such as hydrolysis, alcoholysis or gllycolysis - polyesters, polyurethane and polyamides can be recycled back to their basic monomers for re-polymerization into the original plastics.
Quaternary Recycling or Energy Recovery - This method refers to the recovery of the plastic’s energy content. The most effective way to reduce the volume of organic materials which involves the recovery of energy is represented by incineration. This method is a good solution because it generates considerable energy from polymers, but it’s not ecologically acceptable because of the health risk from airborne toxic substances, for example, dioxins (in the case of heavy metals, chlorine-containing polymers, toxic carbon, and oxygen-based free radicals). Among the above recycling techniques, the only one acceptable according to the principles of sustainable development is chemical recycling, because this method leads to the formation of the monomers from which the polymer is made
Fuel from Plastics Waste -
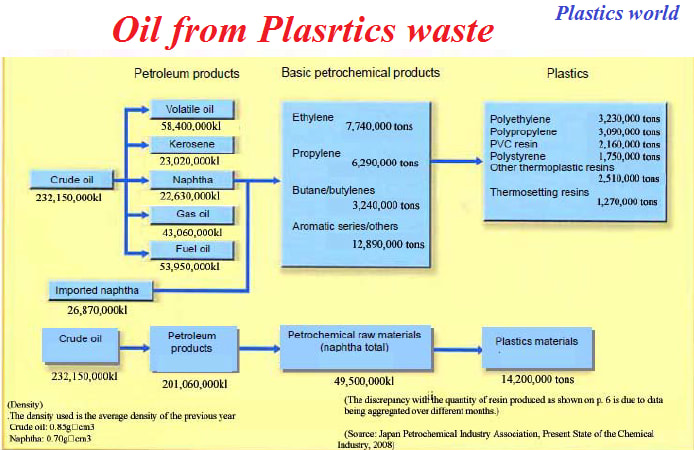
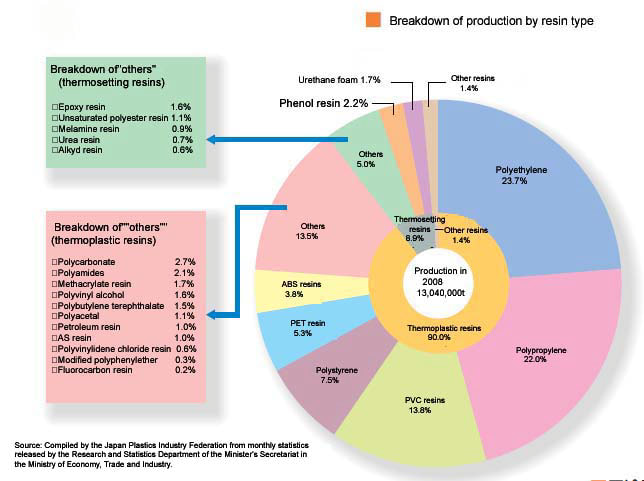
Plastics are made from naphtha - Plastics are mainly highly polymerized compounds consisting of carbon and hydrogen, made from substances such as petroleum and natural gas. In Japan, naphtha (crude gasoline) produced by refining crude oil is used as the raw material for making plastics. Naphtha produced by distilling crude oil is first heated and cracked to extract substances with a simpler structure (i.e. compounds with a low molecular weight) such as ethylene and propylene. The molecules obtained are then chemically coupled (polymerized) to form substances with new properties, such as polyethylene and polypropylene, which are called synthetic resins and polymers. As the newly formed polyethylene and other such substances are difficult to handle in powder or lump form, they are first melted, an additive is added to make them easier to process, and they are formed into pellets. (It is from this stage that they are normally called plastics.) They are then shipped to the molding plant to be manufactured into plastic products.
Plastics are made from naphtha - Plastics are mainly highly polymerized compounds consisting of carbon and hydrogen, made from substances such as petroleum and natural gas. In Japan, naphtha (crude gasoline) produced by refining crude oil is used as the raw material for making plastics. Naphtha produced by distilling crude oil is first heated and cracked to extract substances with a simpler structure (i.e. compounds with a low molecular weight) such as ethylene and propylene. The molecules obtained are then chemically coupled (polymerized) to form substances with new properties, such as polyethylene and polypropylene, which are called synthetic resins and polymers. As the newly formed polyethylene and other such substances are difficult to handle in powder or lump form, they are first melted, an additive is added to make them easier to process, and they are formed into pellets. (It is from this stage that they are normally called plastics.) They are then shipped to the molding plant to be manufactured into plastic products.

Energy recovery from Plastic Waste - Energy recovery is a valuable alternative for plastics-rich waste fractions that cannot be sustainably recycled. Some plastics cannot be recycled in an eco-efficient manner because of factors such as:
- The amount, cleanliness and composition of the collected waste streams.
- The available technologies for sorting.
- Market-driven requirements on quality and standards for recycled material that may limit the appropriateness of plastics recycling.
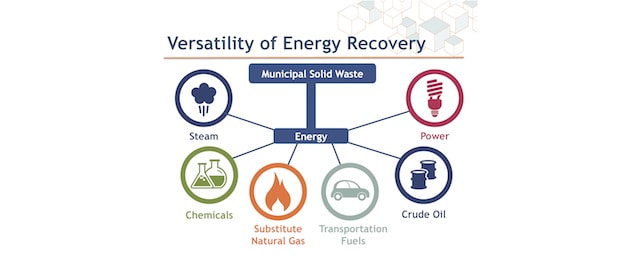
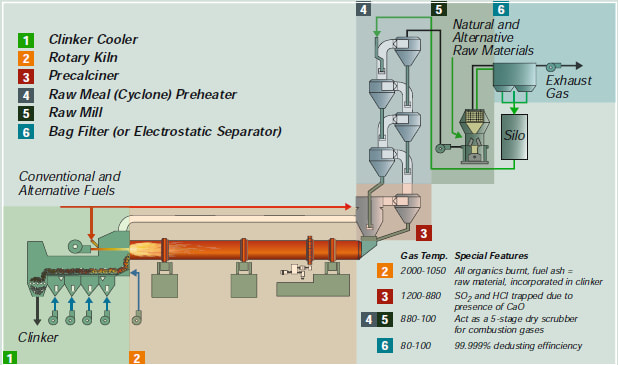
For these plastics, energy recovery is the most resource-efficient solution available when compared to land-filling or even to enforced recycling. Modern combined heat and power recovery plants (CHP Plants) can use waste plastics together with other high calorific input materials. This provides a valuable source of heat and power which can account for up to 10% of some EU countries’ energy needs. In addition, solid recovered fuel (SRF), which contains plastics as well as other solid waste, is increasingly used by thermal power plants as well as a number of energy intensive industries, for example cement and lime kilns, reducing the need for virgin fossil fuel. All such energy recovery processes use only the best available technology to ensure they are safe, environmentally-responsible and efficient installations.
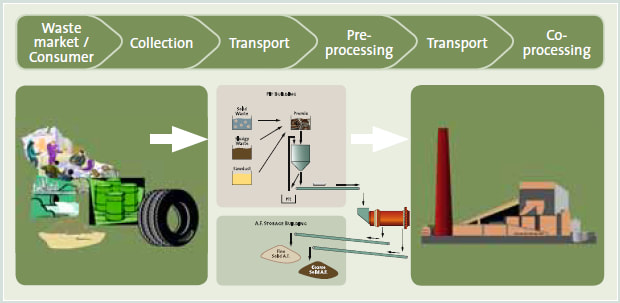
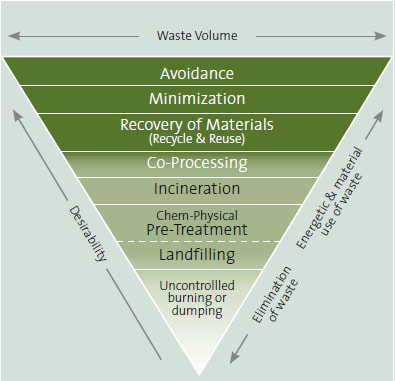
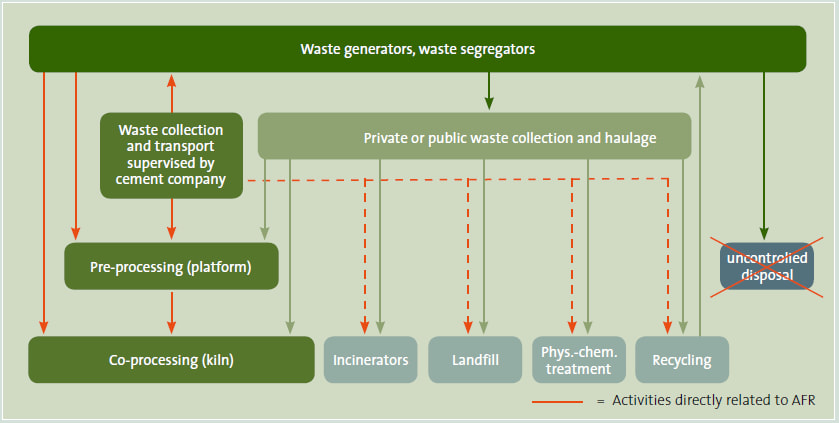
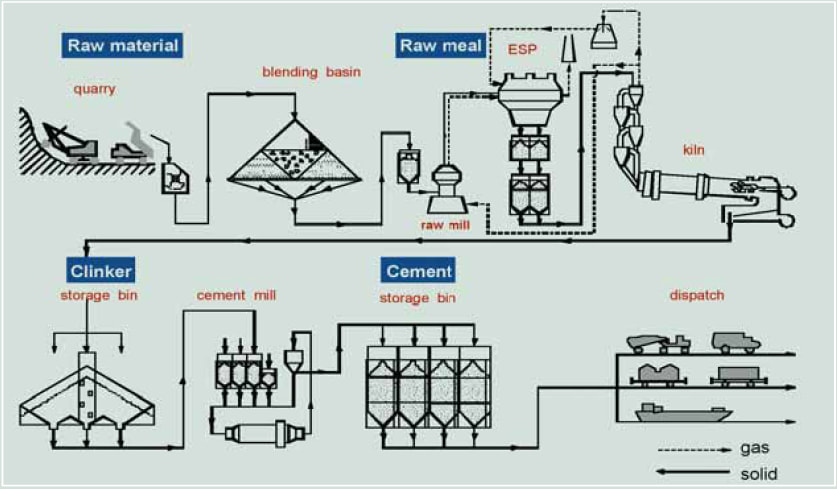
Co-processing in cement kiln - Co-processing of waste in cement kilns offers advantages for the cement industry as well as for the authorities responsible for waste management. Cement producers can save on fossil fuel and raw material consumption, contributing to a more eco-efficient production. One of the advantages for authorities and communities is that this waste recovery method uses an existing facility, eliminating the need to invest in a new, purpose-built incinerator or secure landfill site.
Co-processing should be considered in any approach to waste management. A detailed systems approach, comparing individual waste technologies and looking at the interface of combined processes (collection, storage, recycling and disposal) will help to optimize waste management from ecological, social and economical points of view. Tools to be applied for this approach are material and energy flux analyses and eco-balances.
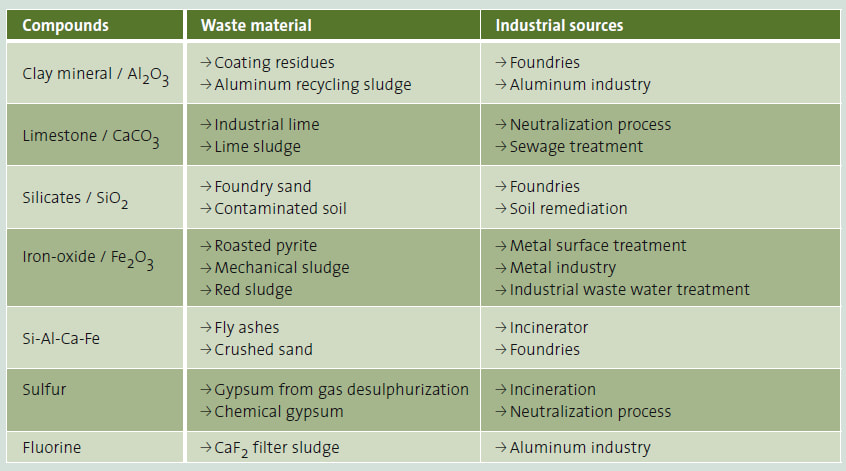
Municipal waste is a heterogeneous material and consists in developing countries mainly of a native organic (kitchen refuse, green cut), an inert (sand, ash) and a post-consumer (packing material, electronic goods) fraction. Valuable recycling material such as cardboard, hard plastic, glass or metal are often sorted out by the informal (rag pickers) or formal (cooperatives) sector. In some cases the organic fraction is used for bio gas production (anaerobic digestion) or for composting. What is valid for industrial waste holds also true for municipal waste: only sorted waste with a known composition and defined calorific value is suitable for processing as AFR. The selection has to be based on the waste hierarchy and the social impacts of waste recycling as income generation for the urban poor. Whenever possible the informal sector should be incorporated in collection and sorting activities.
Co-processing should be considered in any approach to waste management. A detailed systems approach, comparing individual waste technologies and looking at the interface of combined processes (collection, storage, recycling and disposal) will help to optimize waste management from ecological, social and economical points of view. Tools to be applied for this approach are material and energy flux analyses and eco-balances.
Municipal waste is a heterogeneous material and consists in developing countries mainly of a native organic (kitchen refuse, green cut), an inert (sand, ash) and a post-consumer (packing material, electronic goods) fraction. Valuable recycling material such as cardboard, hard plastic, glass or metal are often sorted out by the informal (rag pickers) or formal (cooperatives) sector. In some cases the organic fraction is used for bio gas production (anaerobic digestion) or for composting. What is valid for industrial waste holds also true for municipal waste: only sorted waste with a known composition and defined calorific value is suitable for processing as AFR. The selection has to be based on the waste hierarchy and the social impacts of waste recycling as income generation for the urban poor. Whenever possible the informal sector should be incorporated in collection and sorting activities.
Plastic Waste in Road Construction - The idea of using waste plastics in road construction is relatively new. Laboratory tests have shown positive results when a small amount (5-10% by weight) of plastic is incorporated in bituminous mixes (asphalt), resulting in improved pavement stability, strength, and durability. However, international field experience using plastics in actual road construction is quite limited. Bituminous hot mixes using waste plastic for road construction are manufactured using either a ‘dry’ process or a ‘wet’ process. The dry process is considered to be simple, economical and environmentally friendly, while the wet process requires more investment and machinery, and hence is not commonly used.
Dry process
In the dry process, the processed waste plastic is shredded and added to the hot aggregate (in Figure 2, when lines a, b and d are opened, keeping c and e closed). The Indian Road Congress (2013) and National Rural Roads Development Agency (2019) indicates that the shredded waste plastic size should preferably be 2-3 mm for better spread and coating on the aggregate. Dust and other impurities should not exceed 1%. The shredded waste plastic is then added to the aggregates that are heated to 170ºC. The shredded waste plastic softens and melts to form a coating around the aggregates. The bitumen is also heated to 160ºC and the plastic-coated aggregates are then mixed with bitumen and used for road construction.
Wet process
In the wet process, the processed waste plastic in powder form is added to the hot bitumen (in Figure 3, when lines c and e are opened, and a, b and d are closed). The powdered waste plastic is directly mixed with bitumen before adding them to the aggregates. It has to be ensured that there is an even mix of plastic and bitumen, and the temperature range for this method is 155ºC to 165ºC suggests a 6-8% of waste plastic powder within the bitumen mix.
žADVANTAGES OF PLASTIC ROAD
1. Cleaning process
ž - Toxics present in the co-mingled plastic waste would d start leaching.
2. During the road laying process
ž - But the presence of chlorine will definitely release noxious HCL gas.
3. After the road laying
ž - The components of the road, once it has been laid, are not inert.
ž - It is opined that the first rain will trigger leaching. As the plastics will merely form a sticky layer, (mechanical abrasion).
- Once the road is started to be used will cause the release of fine polymer particles.
- When air-borne, these will cause a particulate problem
Dry process
In the dry process, the processed waste plastic is shredded and added to the hot aggregate (in Figure 2, when lines a, b and d are opened, keeping c and e closed). The Indian Road Congress (2013) and National Rural Roads Development Agency (2019) indicates that the shredded waste plastic size should preferably be 2-3 mm for better spread and coating on the aggregate. Dust and other impurities should not exceed 1%. The shredded waste plastic is then added to the aggregates that are heated to 170ºC. The shredded waste plastic softens and melts to form a coating around the aggregates. The bitumen is also heated to 160ºC and the plastic-coated aggregates are then mixed with bitumen and used for road construction.
Wet process
In the wet process, the processed waste plastic in powder form is added to the hot bitumen (in Figure 3, when lines c and e are opened, and a, b and d are closed). The powdered waste plastic is directly mixed with bitumen before adding them to the aggregates. It has to be ensured that there is an even mix of plastic and bitumen, and the temperature range for this method is 155ºC to 165ºC suggests a 6-8% of waste plastic powder within the bitumen mix.
žADVANTAGES OF PLASTIC ROAD
- Use higher percentage of plastic waste.
- žReduce the need of bitumen by around 10%.
- žIncrease the strength and performance of the road.
- žReduce the cost to around Rs. 5000/Km. of single lane road.
- žGenerate jobs for rag pickers.
- žDevelop a technology, which is eco-friendly.
1. Cleaning process
ž - Toxics present in the co-mingled plastic waste would d start leaching.
2. During the road laying process
ž - But the presence of chlorine will definitely release noxious HCL gas.
3. After the road laying
ž - The components of the road, once it has been laid, are not inert.
ž - It is opined that the first rain will trigger leaching. As the plastics will merely form a sticky layer, (mechanical abrasion).
- Once the road is started to be used will cause the release of fine polymer particles.
- When air-borne, these will cause a particulate problem
